
The images in more detail






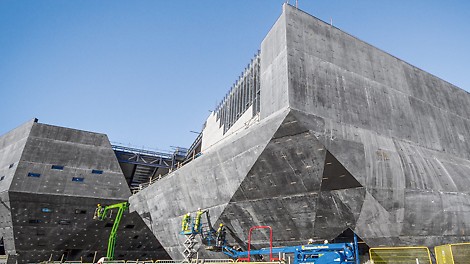

The museum will showcase the best of Scotland’s design heritage, from fashion and architecture, to graphic arts and photography. The structure comprises elaborate curves conjoined with linear walls which affords the V&A’s unique status. Black architectural feature-finish concrete forms the outer walls of the building, layered with 4m wide precast stone panels to represent a rugged Scottish cliff face.
First class engineering and design
The challenges presented by such a complex building required world-class formwork design and delivery. To meet these challenges, Carey’s Civil Engineering appointed PERI to provide bespoke freeform formwork and shoring on all external walls of the structure. Before the main construction even began, a full size sample panel with reverse curvature and slope was constructed on site. The trial panel was successful in demonstrating buildability, wall geometry, surface finish and colour matching with the specialist lining material being used.
It also validated removal of formwork and back propping of the wall panel. PERI worked to structural engineer specialists, Arup’s, 3D design model. By working with 3D drawings, it became easier to gauge the amount of structural support required to facilitate the build. Without 3D structural modelling, it would have been close to impossible to transform Kuma’s vision into reality.
Requirement-specific system combination
To accommodate for the geometry of the structure, PERI’s VARIO panels and VARIOKIT rafters provided a standard 2,500 mm wide unit with variable depth and height, tailor-made to render the structure’s elaborate twists and turns. VARIO provided the flexibility to create 1277 bespoke panels, each one crafted with skill and patience to meet the exact requirements of Kuma’s design. On the other hand, TRIO was employed to form linear walls, minimizing costs and erection time where possible. Furthermore, the outer walls were not self-supporting and depended on shoring props to sustain them throughout the duration of construction up until the roof was installed. Once installed, the roof tied the entire structure together, along with added support from the two cores constructed at the start of the project. In addition, permanent steel beams secured the cores to the lower walls to provide a centralized support base.
PERI UP shoring was the ideal scaffold support for the wall formwork. Strong, lightweight and flexible, it provided site workers with a safe and stable platform from which formwork could be installed and accessed. The shoring system offered an incremental height adjustability of 250 mm, which facilitated the variation of concrete pours spanning the building.
Borderless collaboration throughout the project
The expectations surrounding accuracy and timeliness raised many challenges for all parties. On a project of this size, communication, engineering and support could not be underestimated. PERI worked as one team across multiple sites by utilising additional resources from its design and fabrication facilities in the UK, as well as looking further afield for technical expertise from its main facility in Weissenhorn, Germany. At the busiest point of the project, PERI had a team of over forty designers from various subsidiaries across the world supplying CNC files and fabrication drawings once the 3D design had been finalised.
The construction of the V&A saw two dedicated project managers from PERI overseeing the fabrication and technical requirements. This ensured both processes were aligned across the facilities involved and provided Carey’s with a direct point of contact to address any potential problems and issues once the project was underway.
Coordination and Communication ensure logistical success
At the peak of the project, Carey’s Civil Engineering required PERI to fabricate 1,000 m² of bespoke shutters per month. The sheer quantity of shutters required saw the UK subsidiary joining forces with PERI Germany to produce bespoke timber formboxes. Frequent meetings took place between PERI and the site team to ensure fabrication teams only produced what was imminently required to meet the construction process. PERI’s fabrication teams worked rigorously to fulfil these requirements as no formbox was identical and so attention to detail was crucial. The majority of formboxes were machined in Germany and sent to Rugby for fabrication, where plywood, VARIO and walers were assembled before being delivered to site ready for erection. Delivery planning between Carey’s and PERI optimised site space, keeping equipment to a minimum unless required, a major benefit when considering the number of labourers and tooling already present on the grounds. With over 1,500 tonnes of equipment, 1,100 drawings and 1,200 bespoke panels on site, the strength of internal communication could not be undervalued, especially when considering the logistics of transporting formwork equating to approximately 300 truck journeys to the site. Close liaison between PERI’s fabrication, order management and transport team synchronised the delivery of freeform formwork and falsework support as well as optimising on-site productivity.